

全球
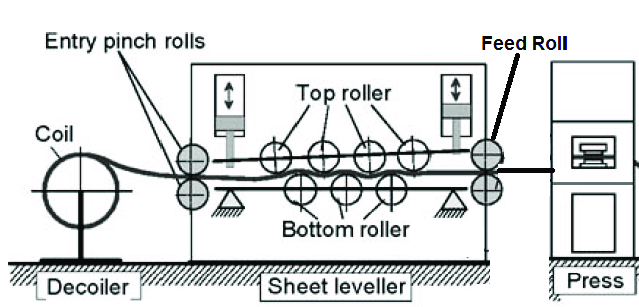
钢卷调平的工程细微差别:不仅仅是简单的开卷
调平不只是一个大规模的切割过程吗?它与展开的面料有何不同?


A:开平不就是个大型裁床吗?和布匹裁剪能有多大区别?
B:本质差异在于材料力学行为。布料展开即自然平直,而冷轧钢卷存在塑性变形记忆——卷曲时形成的残余应力会持续引发回弹。开平的核心是通过矫直机对钢板进行弹塑性变形矫正,这涉及复杂的材料屈服强度控制、回弹预判和应力消除,远非物理切割可比。
A:原理听着像压弹簧?反复反弯总能矫平吧?
B:工业级矫直需攻克三大技术壁垒:
1. 曲率梯度难题:钢卷内圈曲率可达外圈的3倍(类似蚊香结构),传统“小变形反弯方案”(如A4纸展平法)无法适配连续变化的曲率。
2. 三步矫直法则:
- 大变形统一曲率:以超原曲率30%-50%的压弯力强制消除内外圈差异(消除90%初始应力);
- 阶梯式减压:通过多辊递减压弯量逐步释放残余曲率;
- •微调消缺陷:针对龟背、浪形等二次变形补矫(精度需达0.2mm/m)。
3. 辊系设计革命:早期5辊矫直机需独立调参,现代11辊机组采用集体倾角调控——辊数增加使压弯力需求降低40%,残余曲率趋近于零。
A:调两个参数(入口/出口压下量)就能控制整条产线?
B:参数组合存在无限解空间,但稳定性差异显著:
- 调整悖论:入口压下量固定时,出口压下量存在5-8种有效组合可使钢板平整;
- 敏感度临界:入口压下量每增加1mm,板形波动风险上升22%;
- 实战矛盾:某新能源汽车电池托盘的0.8mm高强钢开平线,入口压下量需严格控制在2.3±0.1mm区间——超出则厚度减薄0.1mm(违反汽车轻量化要求),不足则浪形超标(影响激光焊接精度)。
A:这种多目标优化,理论模型应该很成熟了吧?
B:学术研究面临五大理想化陷阱:
- 材料性能波动:产线速度提升20%时,DP780双相钢屈服强度波动达±8%;
- 厚度隐形损失:每道次矫直导致厚度减薄0.3%-1.5%(光伏薄板尤甚);
- 原料不均质:同一钢卷厚度差达±0.05mm(占板形缺陷源的37%);
- 摩擦系数飘移:辊面温度上升50℃时,摩擦系数波动超15%;
- 设备弹性变形:3000吨压弯力下机架弹性形变达0.12mm(相当于板材厚度的15%)。

B:开平技术的刚柔哲学与破局路径
刚在硬科技:
- •9辊矫直机组集成激光闭环控制(动态补偿精度0.15mm/m);
- •DLC金刚石涂层辊面(耐磨性提升3倍,杜绝光伏薄板划伤)。
- 柔在软实力:
- •老师傅的“压弯力-回弹量”经验映射表(积累10万组数据形成肌肉记忆);
- •与非遗铜艺锻打的共通哲学——预判材料“脾气”,以过量变形克制回弹。
- 智造新路径:
- 通过物联网实时采集辊缝/温度/张力数据,结合敏感性分析算法,将参数优化效率提升300%,逐步逼近“自感知矫直”时代。
宝辉钢材



