

NM400 耐磨钢板弯曲操作规范
严格的半径控制,避免冷脆化,逐步成型。


弯曲 NM400 耐磨钢必须遵守 “严格的半径控制、避免冷脆和逐步成型” 的核心原则。规格基于材料硬度、厚度和弯曲方向,主要目标是防止加工过程中出现裂缝。
1。核心弯曲原理
1.1 最小弯曲半径 (R) 至关重要:NM400 具有高硬度 (360-440 HB) 和屈服强度 (≥900MPa)。冷弯时必须有足够大的弯曲半径,以防止内弯曲表面出现应力裂纹。
1.2 区分冷弯和热弯场景:
- 厚度≤12mm的板材可能会尝试冷弯曲。
- 对于厚度大于 12 毫米或弯曲角度 ≤90°,建议使用热弯(加热温度 800-950°C)以降低材料脆性。
1.3 优先考虑平行于轧制方向的弯曲:弯曲应与钢板的滚动方向一致,以获得更稳定的机械性能并降低开裂风险。垂直于滚动方向弯曲需要更大的弯曲半径。

2。关键参数规格
必须严格控制不同厚度的 NM400 的最小弯曲半径。90° 角度冷弯的关键参数如下:
- 对于厚度 (t) ≤ 6mm:
- 沿滚动方向的最小半径 (R):≥ 3t
- 垂直于滚动方向的最小半径 (R):≥ 5t
- 对于 6mm < t ≤ 12mm:
- 沿滚动方向的最小半径 (R):≥ 5t
- 垂直于滚动方向的最小半径 (R):≥ 8t
- 对于 t > 12mm:
- 建议进行热弯加工。如果尝试沿轧制方向进行冷弯曲,R 必须等于 10t。
- 不建议垂直于轧制方向进行冷弯曲。对于该方向的热弯曲,R 应为 ≥ 12t。
示例:对于沿滚动方向弯曲的 10 毫米厚的 NM400 板,最小半径为 ≥50mm(10mm x 5)。对于垂直方向,它为 ≥80 毫米(10 毫米 x 8)。

3.操作要点
3.1 刀具选择:使用带有圆角的工具。刀具的拐角半径必须等于板的最小弯曲半径,以防止锋利刀具的局部应力集中。
3.2 毛坯夹力控制:在弯曲之前施加足够的夹板力(通常比低碳钢高 20%-30%),以防止板材打滑,这可能导致尺寸偏差或开裂。
3.3 弯曲速度:使用低弯曲速度(≤5mm/s)。缓慢成型可减少内部应力积累并降低开裂概率。
4。重要预防措施
4.1 预弯测试:在批量生产之前,使用相同批次和厚度的板材进行弯曲试验,以验证半径和工艺参数的可行性。
4.2 表面保护:弯曲前清洁板材表面的油、污垢和碎屑,以避免表面损坏或产生应力集中点。
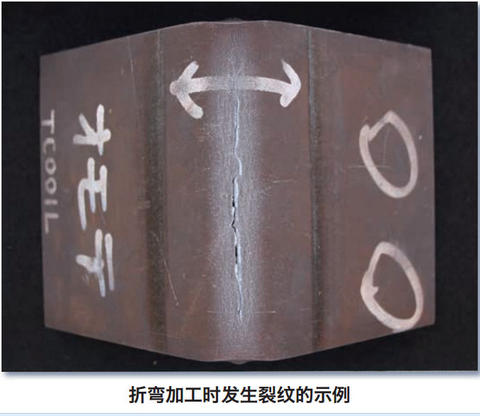
4.3 裂纹检查:弯曲后,检查弯曲区域是否有可见的裂缝。必要时使用渗透测试 (PT) 来检查微裂纹。
4.4 替代方法:如果没有合适的工具,可以考虑使用焊接或多步、小增量、慢弯的方法。
5。安全措施
5.1 耐磨钢加工是一项专业操作。工人在操作前必须接受专业培训并获得认证。
5.2 与低碳钢相比,耐磨钢强度高、硬度高,而且更脆弱。弯曲过程中经常出现工件断裂、碎片飞溅或掉落等危险。设备容量不足会导致过载或烧毁。
5.3 在开始工作之前,采取所有必要的安全预防措施和保护措施。


