

NM400 Wear-Resistant Steel Plate Bending Operation Specification
strict radius control, avoidance of cold embrittlement, and stepwise forming.


Bending NM400 wear-resistant steel must adhere to the core principles of "strict radius control, avoidance of cold embrittlement, and stepwise forming." The specifications are based on material hardness, thickness, and bending direction, with the primary goal of preventing cracks during the process.
1. Core Bending Principles
1.1 Minimum Bending Radius (R) is Critical: NM400 has high hardness (360-440 HB) and yield strength (≥900MPa). A sufficiently large bending radius is essential during cold bending to prevent stress cracks on the inner bend surface.
1.2 Differentiate Between Cold and Hot Bending Scenarios:
- Plates with thickness ≤12mm may attempt cold bending.
- For thickness >12mm or bending angles ≤90°, hot bending (heating temperature 800-950°C) is recommended to reduce material brittleness.
1.3 Prioritize Bending Parallel to the Rolling Direction: Bending should align with the steel plate's rolling direction for more stable mechanical properties and reduced cracking risk. Bending perpendicular to the rolling direction requires a larger bending radius.

2. Key Parameter Specifications
The minimum bending radius for NM400 of different thicknesses must be strictly controlled. Key parameters for cold bending at a 90° angle are as follows:
- For thickness (t) ≤ 6mm:
- Minimum radius (R) along rolling direction: ≥ 3t
- Minimum radius (R) perpendicular to rolling direction: ≥ 5t
- For 6mm < t ≤ 12mm:
- Minimum radius (R) along rolling direction: ≥ 5t
- Minimum radius (R) perpendicular to rolling direction: ≥ 8t
- For t > 12mm:
- Hot bending is recommended. If cold bending is attempted along the rolling direction, R must be ≥ 10t.
- Cold bending perpendicular to the rolling direction is not recommended. For hot bending in this orientation, R should be ≥ 12t.
Example: For a 10mm thick NM400 plate bent along the rolling direction, the minimum radius is ≥50mm (10mm x 5). For the perpendicular direction, it is ≥80mm (10mm x 8).

3. Operational Key Points
3.1 Tooling Selection: Use tools with a rounded corner. The tool's corner radius must be ≥ the plate's minimum bending radius to prevent local stress concentration from sharp tools.
3.2 Blankholder Force Control: Apply sufficient blankholder force before bending (usually 20%-30% higher than for mild steel) to prevent plate slippage, which can cause dimensional deviation or cracking.
3.3 Bending Speed: Use a low bending speed (≤5mm/s). Slow forming reduces internal stress accumulation and lowers cracking probability.
4. Important Precautions
4.1 Pre-Bend Testing: Before mass production, conduct a test bend using a plate from the same batch and thickness to verify the feasibility of the radius and process parameters.
4.2 Surface Protection: Clean the plate surface of oil, dirt, and debris before bending to avoid surface damage or creating stress concentration points.
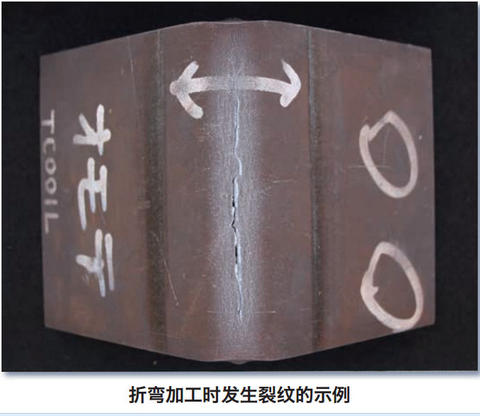
4.3 Crack Inspection: After bending, inspect the bend area for visible cracks. Use Penetrant Testing (PT) if necessary to check for micro-cracks.
4.4 Alternative Methods: If proper tooling is unavailable, consider using welding or a multi-step, small-increment, slow-bending method.
5. Safety Measures
5.1 Wear-resistant steel processing is a specialized operation. Workers must receive professional training and be certified before operating.
5.2 Compared to mild steel, wear-resistant steel is high-strength, high-hardness, and more brittle. Hazards like workpiece fracture, fragment splash, or falling are frequent during bending. Inadequate equipment capacity can lead to overload or burnout.
5.3 Implement all necessary safety precautions and protections before starting work.


