

Especificación de operación de doblado de placas de acero resistentes al desgaste NM400
control estricto del radio, evitación de la fragilización por frío y formación escalonada.


El doblado del acero NM400 resistente al desgaste debe cumplir con los principios básicos de «control estricto del radio, evitar la fragilización por frío y formar por etapas». Las especificaciones se basan en la dureza, el grosor y la dirección de doblado del material, con el objetivo principal de evitar las grietas durante el proceso.
1. Principios básicos de doblado
1.1 El radio de curvatura mínimo (R) es fundamental: el NM400 tiene una alta dureza (360-440 HB) y un límite elástico (≥900 MPa). Un radio de curvatura suficientemente grande es esencial durante el doblado en frío para evitar grietas por tensión en la superficie interior de la curva.
1.2 Diferenciar entre escenarios de doblado en frío y en caliente:
- Las placas con un grosor ≤ 12 mm pueden intentar doblarse en frío.
- Para espesores superiores a 12 mm o ángulos de flexión de ≤90°, se recomienda doblar en caliente (temperatura de calentamiento de 800 a 950 °C) para reducir la fragilidad del material.
1.3 Priorice la flexión paralela a la dirección de laminación: la flexión debe alinearse con la dirección de laminación de la placa de acero para obtener propiedades mecánicas más estables y reducir el riesgo de agrietamiento. La flexión perpendicular a la dirección de laminación requiere un radio de curvatura mayor.

2. Especificaciones de parámetros clave
El radio de curvatura mínimo para el NM400 de diferentes espesores debe controlarse estrictamente. Los parámetros clave para el doblado en frío en un ángulo de 90° son los siguientes:
- Para un grosor (t) ≤ 6 mm:
- Radio mínimo (R) a lo largo de la dirección de rodadura: ≥ 3t
- Radio mínimo (R) perpendicular a la dirección de rodadura: ≥ 5t
- Para 6 mm < t ≤ 12 mm:
- Radio mínimo (R) a lo largo de la dirección de rodadura: ≥ 5t
- Radio mínimo (R) perpendicular a la dirección de rodadura: ≥ 8t
- Para t > 12 mm:
- Se recomienda doblar en caliente. Si se intenta doblar en frío a lo largo de la dirección de laminación, R debe ser ≥ 10 toneladas.
- No se recomienda doblar en frío de forma perpendicular a la dirección de laminación. Para doblar en caliente en esta orientación, R debe ser ≥ 12 toneladas.
Ejemplo: Para una placa NM400 de 10 mm de espesor doblada en la dirección de laminación, el radio mínimo es ≥50 mm (10 mm x 5). Para la dirección perpendicular, es ≥80 mm (10 mm x 8).

3. Puntos clave operativos
3.1 Selección de herramientas: utilice herramientas con esquinas redondeadas. El radio de la esquina de la herramienta debe ser igual o superior al radio de curvatura mínimo de la placa para evitar que las herramientas afiladas acumulen tensión local.
3.2 Control de la fuerza del portapiezas: aplique suficiente fuerza del portapiezas antes de doblarla (normalmente entre un 20 y un 30% más que en el caso del acero templado) para evitar que la placa se deslice, lo que puede provocar desviaciones dimensionales o grietas.
3.3 Velocidad de doblado: utilice una velocidad de doblado baja (≤5 mm/s). La formación lenta reduce la acumulación de tensión interna y reduce la probabilidad de agrietamiento.
4. Precauciones importantes
4.1 Prueba previa al doblado: antes de la producción en masa, realice una prueba de doblado con una placa del mismo lote y grosor para verificar la viabilidad del radio y los parámetros del proceso.
4.2 Protección de la superficie: limpie la superficie de la placa de aceite, suciedad y escombros antes de doblarla para evitar dañar la superficie o crear puntos de concentración de tensión.
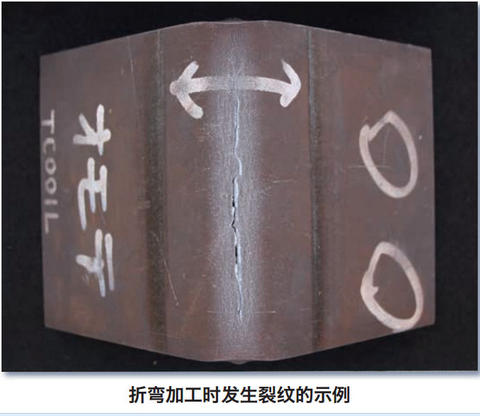
4.3 Inspección de grietas: después de doblar, inspeccione el área de la curva para ver si hay grietas visibles. Utilice la prueba de penetración (PT) si es necesario para comprobar si hay microgrietas.
4.4 Métodos alternativos: Si no se dispone de las herramientas adecuadas, considere la posibilidad de utilizar la soldadura o un método de doblado lento, con incrementos pequeños y varios pasos.
5. Medidas de seguridad
5.1 El procesamiento de acero resistente al desgaste es una operación especializada. Los trabajadores deben recibir formación profesional y estar certificados antes de operar.
5.2 En comparación con el acero dulce, el acero resistente al desgaste es de alta resistencia, alta dureza y más quebradizo. Los riesgos como la fractura de la pieza, la salpicadura de fragmentos o la caída son frecuentes durante el doblado. La capacidad inadecuada del equipo puede provocar una sobrecarga o agotamiento.
5.3 Implemente todas las precauciones y protecciones de seguridad necesarias antes de empezar a trabajar.


