

Спецификация операции гибки износостойкой стальной пластины NM400
строгий контроль радиуса, предотвращение холодного охрупчивания и ступенчатое формование.

Изгиб износостойкой стали NM400 должен соответствовать основным принципам «строгого контроля радиуса, предотвращения холодного охрупчивания и ступенчатой формовки». Технические характеристики основаны на твердости, толщине и направлении изгиба материала. Основная цель заключается в предотвращении трещин во время технологического процесса.
1. Основные принципы гибки
1.1 Минимальный радиус изгиба (R) имеет решающее значение: NM400 обладает высокой твердостью (360-440 HB) и пределом текучести (≥900 МПа). При холодном изгибе необходим достаточно большой радиус изгиба, чтобы предотвратить образование трещин под напряжением на внутренней поверхности изгиба.
1.2 Различайте сценарии холодной и горячей гибки:
- Пластины толщиной ≤12 мм могут подвергаться холодной гибке.
- При толщине >12 мм или углах изгиба ≤90° рекомендуется горячая гибка (температура нагрева 800-950°C) для снижения хрупкости материала.
1.3 Приоритируйте изгиб параллельно направлению прокатки: изгиб должен соответствовать направлению качения стального листа для обеспечения более стабильных механических свойств и снижения риска образования трещин. Для изгиба, перпендикулярного направлению прокатки, требуется больший радиус изгиба.

2. Спецификации ключевых параметров
Минимальный радиус изгиба для NM400 различной толщины должен строго контролироваться. Основные параметры холодного изгиба под углом 90° следующие:
- Для толщины (t) ≤ 6 мм:
- Минимальный радиус (R) вдоль направления качения: ≥ 3 т
- Минимальный радиус (R), перпендикулярный направлению качения: ≥ 5 т
- Для 6 мм < t ≤ 12 мм:
- Минимальный радиус (R) вдоль направления качения: ≥ 5 т
- Минимальный радиус (R), перпендикулярный направлению качения: ≥ 8 т
- Для t > 12 мм:
- Рекомендуется горячая гибка. При попытке холодной гибки в направлении прокатки значение R должно составлять ≥ 10 т.
- Изгиб в холодном состоянии перпендикулярно направлению прокатки не рекомендуется. Для горячего изгиба в этой ориентации R должно составлять ≥ 12 т.
Пример: для пластины NM400 толщиной 10 мм, изогнутой вдоль направления прокатки, минимальный радиус составляет ≥50 мм (10 мм x 5). В перпендикулярном направлении он составляет ≥80 мм (10 мм x 8).

3. Ключевые операционные моменты
3.1 Выбор инструментов: используйте инструменты с закругленным углом. Радиус угла инструмента должен быть не меньше минимального радиуса изгиба пластины, чтобы предотвратить локальную концентрацию напряжений, создаваемых острыми инструментами.
3.2 Регулирование усилия зажима заготовки: перед изгибом прикладывайте достаточное усилие на держатель заготовки (обычно на 20-30% выше, чем для низкоуглеродистой стали), чтобы предотвратить проскальзывание пластины, которое может привести к отклонению размеров или образованию трещин.
3.3 Скорость изгиба: используйте низкую скорость изгиба (≤5 мм/с). Медленное формование снижает накопление внутренних напряжений и снижает вероятность образования трещин.
4. Важные меры предосторожности
4.1 Испытания на предварительный изгиб: Перед серийным производством проведите пробный изгиб с использованием пластины той же партии и толщины, чтобы проверить осуществимость радиуса и параметров процесса.
4.2 Защита поверхности: очистите поверхность пластины от масла, грязи и мусора перед изгибом, чтобы избежать повреждения поверхности или создания точек концентрации напряжений.
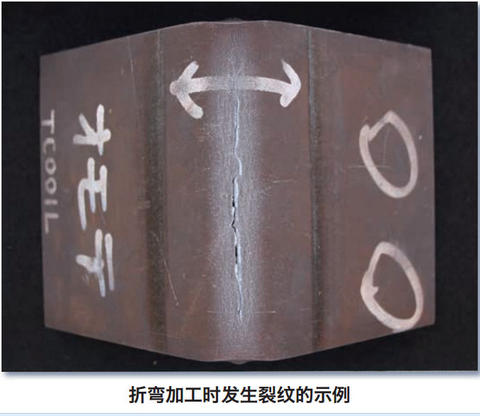
4.3 Проверка трещин: После изгиба осмотрите область изгиба на наличие видимых трещин. При необходимости используйте тестирование на проникновение (PT), чтобы проверить наличие микротрещин.
4.4 Альтернативные методы: Если нет подходящей оснастки, рассмотрите возможность использования сварки или многоступенчатого метода медленной гибки с малым шагом.
5. Меры безопасности
5.1 Обработка износостойкой стали является специализированной операцией. Перед началом работы рабочие должны пройти профессиональную подготовку и пройти сертификацию.
5.2 По сравнению с низкоуглеродистой сталью износостойкая сталь отличается высокой прочностью, твердостью и более хрупкой. Во время изгиба часто возникают такие опасности, как трещина детали, разбрызгивание осколков или падение. Недостаточная производительность оборудования может привести к перегрузке или выгоранию.
5.3 Перед началом работ соблюдайте все необходимые меры безопасности и защиты.


